
With the flats completed on the piston rod, it was time to mill the groove by which the piston is raised and lowered. This took quite a bit of time as I had the mill running at very conservative feed and speeds to ensure the sides of the groove would be accurate and the cutter would not go dull partway through the job.

I chose to leave the chips where they fell and added some oil to lubricate the cutting. The chips acted as a sponge to retain the oil, and the oil acted as a glue to retain the chips so all in all it worked well. The workpiece never got too hot to touch and the endmill did not get hot enough to make the oil smoke.
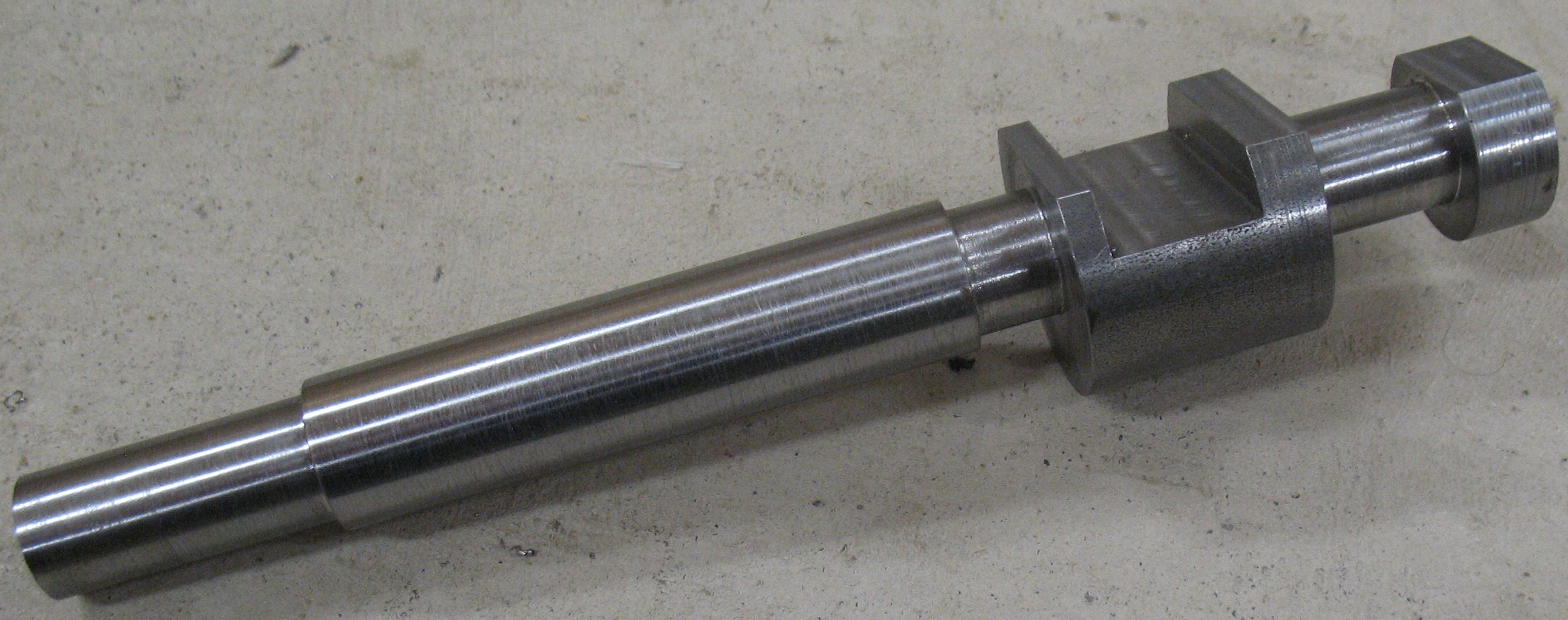
Once the groove had reached its requisite depth, I removed the rod from its vee block, and used a file and deburring tool to finish things off.
Now I have to mount the part onto the mill table with the flat side down. Rather than using a vee block again the part will be clamped directly to the table, ensuring that the flat surfaces on the other side are parallel to the ones already completed. To mount it this way I have to turn it so its axis is parallel to the mill X axis (on the vee block it was parallel to the Y axis) and as a result I have to modify all the CNC programming to swap the coordinates.
Leave a Reply